
Ultrasonic welding is a fascinating technology that combines science and engineering to join materials without the need for extra adhesives or fasteners. By using high-frequency ultrasonic acoustic vibrations, we can bond workpieces together under pressure.
Ultrasonic plastic welding is a versatile joining method that utilises high-frequency acoustic vibrations to bond various materials, especially plastics. It finds applications across multiple industries, such as automotive and medical, due to its efficiency and the ability to join dissimilar materials without altering their properties.
This technique is incredibly efficient and versatile, making it ideal for both plastics and metals.
One of the key advantages of ultrasonic welding is that it allows for the joining of dissimilar materials, creating strong, reliable bonds. This is particularly beneficial in industries like automotive, where different types of materials need to be seamlessly integrated.
Additionally, the process is swift and can be automated, which is a major plus for mass production.
Key Takeaways
- Ultrasonic welding bonds materials using high-frequency vibrations.
- It is effective for joining dissimilar materials without adhesives.
- The process is fast, efficient, and easily automated for mass production.
Fundamentals of Ultrasonic Welding
Let’s explore the core principles, key components, and material compatibility in the ultrasonic welding process. Understanding these elements is essential for appreciating how this technology works and its applications.
Basic Principles
Ultrasonic welding is a technique that uses high-frequency vibrations to join materials together, usually plastics and metals, without melting them. The ultrasonic welding technique utilizes high-frequency ultrasonic energy to generate mechanical vibrations, creating heat through friction that causes the materials to fuse. The frequency used typically ranges from 20, 35, 40 and 70 kHz.
This process is ideal for thermoplastics and thin metals like aluminium and copper. The materials are held under pressure while ultrasonic energy is applied, ensuring a strong bond. This method is known for its speed, precision, and the ability to join dissimilar materials.
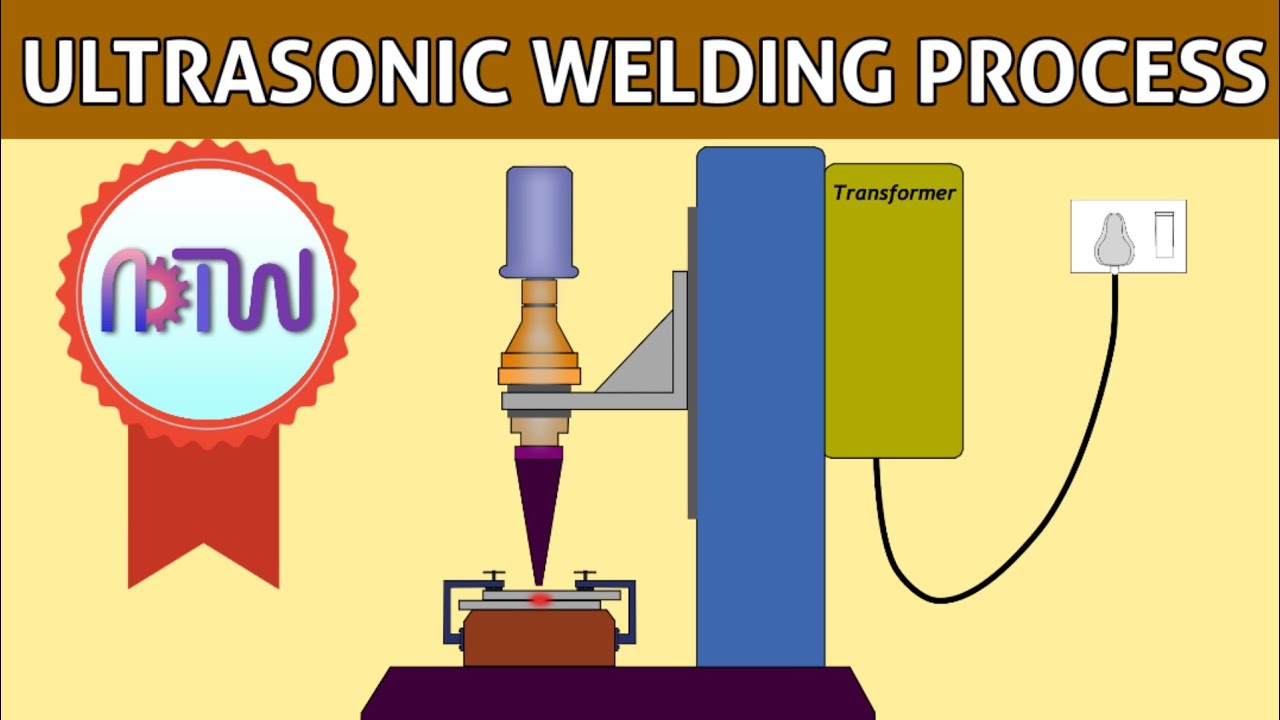
Components of the Ultrasonic Welding Process
1. Generator: Converts electrical energy into high-frequency electrical signals.
2. Transducer / Convertor : Transforms these signals into mechanical vibrations.
3. Booster: Amplifies the vibration amplitude.
4. Sonotrode (Horn): Delivers the vibrations to the materials being welded.
5. Anvil: Holds the materials in place during the welding process.
6. Controller: Manages the power supply and the timing of the vibrations.
An ultrasonic welder consists of these components working together to create effective welds. Each component plays a crucial role. The generator and controller ensure precise energy transfer. The transducer and booster maintain the correct vibration frequency and amplitude. Meanwhile, the sonotrode must be properly tuned to transfer energy effectively, while the anvil ensures consistent pressure during welding.
Types of Materials and Compatibility of Dissimilar Materials
Ultrasonic welding is versatile in terms of the materials it can join. It works well with thermoplastics, which soften under heat and then re-solidify. This includes various plastics found in automotive and medical devices. It’s also effective for metals, particularly thin sheets and foils.
The process can weld similar materials, such as two types of plastics, or even dissimilar materials. For example, combining metallic and non-metallic components is possible, enabling diverse applications. Aluminium and copper are common metals used due to their compatibility with ultrasonic frequencies and ease of welding.
Operational Mechanics
Ultrasonic welding involves using high-frequency acoustic vibrations to join materials together. This process depends on key factors such as pressure, amplitude, and time to achieve a solid-state weld.
Ultrasonic welding processes are essential in joining different materials such as plastics and metals, creating durable bonds through specific techniques.
Mechanical Cycle of Ultrasonic Welding
The mechanical cycle of ultrasonic welding starts with preparation. Both pieces of material are placed in a fixture designed to hold them firmly.
Next, the welding horn, also called the sonotrode, makes contact with the parts. This horn applies pressure and emits high-frequency ultrasonic vibrations, typically in the range of 20-40 kHz.
These vibrations generate friction and heat at the interface of the materials, causing them to soften and bond without melting fully. This process creates strong, precise ultrasonic welds. The entire cycle can be as short as 0.1 to 1.0 seconds, making it one of the most efficient welding techniques available.
The pressure and vibration must be carefully controlled through the entire cycle to ensure the quality and reliability of the bond.
Welding Parameters and Optimisation
Key parameters for ultrasonic welding include amplitude, pressure, time, and power. Each needs to be optimised to achieve the best weld quality.
- Amplitude: The vibration amplitude affects how much movement occurs at the interface. Higher amplitude increases friction and heat.
- Pressure: Adequate force must be applied for parts to bond but not too much to avoid damaging the material.
- Time: Ensuring the vibration is applied long enough to create a bond but not so long as to degrade the material is crucial.
- Power: Power settings must ensure enough energy is supplied for welding without overheating the materials.
By fine-tuning these parameters, we can achieve consistent and strong welds, enhancing the efficiency and precision of the ultrasonic welding process.
Applications and Industries
Ultrasonic welding is widely used across various industries due to its efficiency and precision. This technology is particularly effective for bonding small, delicate components and materials that would otherwise be difficult to join using traditional methods. Below, we highlight key applications in the medical, automotive, aerospace, consumer electronics, and packaging sectors. Ultrasonic welding methods offer advantages such as low-temperature welding, rapid processing times, and the ability to create strong, durable bonds without traditional adhesives, making them popular in the manufacturing of athletic shoes and automotive components.
Medical Applications
In the medical field, ultrasonic welding is primarily utilised to assemble medical devices. For instance, it plays a crucial role in producing filters and catheters. This process ensures that the welded parts remain sterile and secure.
We also see ultrasonic welding in the manufacture of face masks, where it quickly and cleanly bonds multiple layers of material. The medical industry benefits from this technology’s ability to create strong, reliable bonds without introducing contaminants or requiring adhesives.
Automotive and Aerospace Industry
Ultrasonic welding is extensively used in the automotive and aerospace industries, particularly for joining wires, circuits, and sheet metals. It’s especially advantageous for creating lightweight and durable components in automobiles and aerospace applications.
In automobiles, this method ensures secure connections in electrical systems and bonds components such as dashboards and interiors. Similarly, in the aerospace industry, ultrasonic welding offers precision for critical parts used in aircraft, where the integrity and strength of bonds are paramount.
Consumer Electronics and Packaging
The consumer electronics sector relies heavily on ultrasonic welding for its ability to bond delicate components without damage. This method is used in the production of storage media, including flash drives and hard drives.
Ultrasonic welding is also pivotal in the packaging industry. It provides clean and strong seals for films and blister packs, ensuring product integrity and safety. This technology’s speed and effectiveness make it ideal for producing large quantities efficiently.
Advantages and Drawbacks
Ultrasonic welding offers several significant benefits, including precision, energy efficiency, and speed. However, the process also has potential limitations which may affect material selection and the overall application.
Benefits of Ultrasonic Welding
One of the key advantages of ultrasonic welding is its precision. The process uses high-frequency mechanical vibrations to create heat, which allows us to join materials with minimal distortion. This is especially valuable in industries requiring tight tolerances and high-quality finishes. Ultrasonic welding machines come with standard elements that enhance their versatility for various welding functions, offering specific advantages over other welding technologies.
Ultrasonic welding is also very energy-efficient. Since it doesn’t require external heat or fillers, it consumes less energy compared to traditional welding techniques. This makes it cost-effective and environmentally friendly. Furthermore, the process is typically automated, ensuring consistent quality and reducing the risk of human error.
Another benefit is speed. Ultrasonic welding can join materials in seconds, significantly increasing production rates. This rapid process is ideal for high-volume manufacturing environments like the automotive and electronics industries where time savings translate directly to cost savings.
Potential Limitations
Despite its advantages, ultrasonic welding also has some disadvantages. The process is primarily suitable for certain types of materials, particularly thermoplastics and thin metals. This limitation means we cannot use ultrasonic welding for all applications, especially those requiring the joining of large or thick structures. Vibration welding, on the other hand, can be a viable option for joining thermoplastic polymers, depending on material and design requirements.
Surface preparation is crucial. Materials must be free of oxides and contaminants to achieve good weld quality. Failure to properly prepare surfaces can result in weak or inconsistent joints.
The size of the workpieces is another constraint. Ultrasonic welding equipment typically handles smaller parts, so large components may not be feasible. Additionally, the initial setup costs for ultrasonic welding machinery can be high, which may not be justifiable for low-volume production runs despite the long-term cost-effectiveness.
Design and Preparation
For effective ultrasonic welding, we need to focus on joint design and material preparation. Proper design ensures a strong bond, while meticulous preparation removes contaminants that might interfere with welding.
Joint Design and Positioning
Joint design is essential for successful ultrasonic welding. We often use a lap joint configuration for increased surface contact. The geometry of the joint can vary, but key factors like joint thickness and surface finish play critical roles.
In plastics, energy directors—triangular ridges on one of the workpieces—focus the ultrasonic energy at the joint interface. For metals, a precise and tightly fitting joint ensures that the ultrasonic energy is efficiently transferred, making a strong bond.
Correct positioning in fixtures ensures that the parts remain aligned during the welding process. We must design fixtures to hold the workpieces firmly, preventing any movement that could disrupt the welding process. Proper fixture design thus contributes significantly to the quality and reliability of the weld.
Pre-Weld Preparation
Preparation before welding is crucial to avoid weak bonds. Cleaning the surfaces of the workpieces removes contaminants like oils, dirt, and surface oxides. These can obstruct the ultrasonic energy from effectively reaching the joint.
For metals, we may use mechanical cleaning methods or solvents to remove surface oxides. For plastics, we must ensure the surfaces are free from dust and oils. Surface preparation sometimes includes lightly sanding the workpieces to ensure a better bonding surface.
Eliminating adhesives and other residues that might interfere with the welding process is also important. By carefully preparing each surface, we maximise the effectiveness of the ultrasonic waves, resulting in a stronger and more durable weld.
Technical Specifications
The key points in ultrasonic welding revolve around precise control of parameters like weld times, frequency, and pressure to ensure quality and strength. Quality control measures are crucial to maintain weld integrity and performance.
Understanding Weld Times and Parameters
In ultrasonic welding, weld times are critical. We focus on factors such as frequency, power, and pressure to determine optimal weld times.
Frequencies usually range between 20 kHz and 70 kHz. Higher frequencies are used for smaller, more precise welds.
Power settings range from low to high, depending on the material thickness and type. We adjust the pressure to ensure the horn stays in contact with the materials.
These parameters impact the overall quality and efficiency of the welding process. Precise control over these variables helps achieve consistent results.
Weld Strength and Quality Control
Weld strength is essential for the durability of the joint. We conduct rigorous testing to assess the quality and strength of each weld. Common tests include tensile strength tests and visual inspections.
We use advanced ultrasonic welding systems equipped with sensors for real-time monitoring. This ensures all welds meet required quality standards.
Quality control involves setting strict guidelines for acceptable parameters and regularly calibrating equipment. By doing so, we maintain high precision and reliability in our welds.
Safety and Environmental Considerations
When using ultrasonic welding, it is crucial to consider both the safety of the working environment and the environmental impact. Proper safety measures protect workers, while environmentally friendly practices benefit everyone.
Working Environment Safety
Ensuring a safe working environment is essential when performing ultrasonic welding. We need to understand that, unlike traditional welding methods, ultrasonic welding does not use an open flame or produce harmful fumes. This reduces the risk of fire hazards and exposure to toxic gases.
However, the ultrasonic equipment involves high-frequency vibrations, which can be harmful if not handled properly. Operators should use protective gear such as ear protection to guard against high noise levels.
Additionally, keeping the equipment well-maintained is vital to prevent accidents caused by mechanical failures or improper use.
Cooling systems are often employed to manage the heat generated during the process. This helps maintain equipment efficiency and prolongs its lifespan. Automated systems can further enhance safety by reducing direct human interaction with the machinery, thus minimizing the chance of injury.
Environmental Impact
From an environmental perspective, ultrasonic welding is efficient and eco-friendly. This method does not require adhesives or solvents, which can release volatile organic compounds (VOCs) that are harmful to the air quality. By eliminating these substances, we significantly reduce our environmental footprint.
The energy used in ultrasonic welding is lower compared to other welding processes. This energy efficiency means that less power is consumed, which directly translates to a smaller carbon footprint.
Additionally, ultrasonic welding produces minimal waste because it precisely joins materials with little excess.
Moreover, the cooling systems used in ultrasonic welding are typically more efficient, further reducing energy consumption.
Historical Context and Evolution
Ultrasonic welding has significantly impacted manufacturing, especially within the automotive and aerospace sectors. This method utilises high-frequency vibrations to create bonds between materials, initially championed by inventors who revolutionized welding technology.
Beginnings of Ultrasonic Welding
Ultrasonic welding was first introduced in the 1960s, with its origins credited to Robert Soloff and Seymour Linsley. They pioneered an innovative way to join materials without the need for heat or adhesives.
As the technology advanced, it gained traction in various industries.
By the 1980s, ultrasonic welding had become prevalent, particularly in the automotive and aerospace industries. The technique was favored for its ability to bond dissimilar materials, which was essential for the growing use of composites in these fields. This innovation allowed for more robust and lightweight constructions, addressing industry needs efficiently.
Our exploration of the history of ultrasonic welding underscores its evolution from a novel concept to a mainstream manufacturing process. The continuous improvement and adaptation of ultrasonic welding technology have made it integral in modern manufacturing practices.
Frequently Asked Questions
In this section, we will address common questions about ultrasonic welding, detailing its applications, operational mechanics, benefits, and suitable materials.
What applications utilise ultrasonic welding?
Ultrasonic welding is widely used in the automotive, electronics, and medical industries. It joins plastic components in cars, seals packaging, and assembles medical devices. This method is especially beneficial for applications that require precise, clean, and strong bonds.
How does an ultrasonic welding apparatus operate?
An ultrasonic welding apparatus operates by converting high-frequency electrical signals into ultrasonic waves. These waves create mechanical vibrations, which generate heat through friction, bonding the materials. The process involves placing the parts in a fixture, applying pressure, and using a horn to direct the vibrations.
What are the benefits and drawbacks of ultrasonic welding?
The primary benefits of ultrasonic welding include rapid processing times, cleanliness, and the ability to join dissimilar materials. It is cost-effective and energy-efficient. However, the drawbacks include the limitation on the thickness of materials and the initial cost of equipment.
Which polymers are suitable for ultrasonic welding?
Many polymers are suitable for ultrasonic welding, including thermoplastics like polyethylene, polypropylene, and polystyrene. The suitability depends on factors like the melting temperature and the ability to transmit ultrasonic energy effectively.
At what temperatures does ultrasonic welding occur?
In ultrasonic welding, temperatures generally remain below the melting point of the materials being joined. The process relies more on frictional heat than direct thermal application, often resulting in temperature control at a micro level.
Within what frequency range does ultrasonic welding operate?
Ultrasonic welding typically operates within the frequency range of 20 to 70 kHz. The exact frequency used depends on the materials and the specific application. Higher frequencies are used for smaller, more delicate parts.
If you would like to understand more about ultrasonics or have an enquiry with an ultrasonic welding application. Please feel free to get in touch with sales@sabreplas.com or call us on 01462 484648.